

 康高特首页
康高特首页
硬脂酸铁合成工艺改进研究
硬脂酸铁是一种塑料光敏剂 ,具有低毒 、光敏化作用等优点 ,因而在降解塑料研究中得到广泛应用 。有关硬脂酸铁的理化性质及制备方法文献报道很少。硬脂酸铁的合成有直接合成法和皂化 - 复分解合成法两种 。直接合成法采用三氯化铁和硬脂酸为反应原料,由于硬脂酸铁不溶于水 ,为了形成均相反应体系需要加入有机溶剂 ,造成成本增加。因此 ,硬脂酸铁的合成主要采用皂化 - 复分解法 ,近年来已有文献报道。然而笔者在研究中发现,目前文献报道的硬脂酸铁合成工艺存在一定缺陷,主要体现在硬脂酸皂化时酸碱加料次序颠倒以及复分解反应温度过高两个方面。文献中报道硬脂酸与氢氧化钠进行皂化反应时, 均采用先往反应器中加硬脂酸和水 , 然后再加氢氧化钠的加料次序。采用这样的加料方式就会造成在皂化反应初期硬脂酸过量,进而生成粘稠的酸性皂, 这种这种粘性的酸性皂在搅拌条件下对未反应的硬脂酸进行了部分包裹,阻止了反应的进一步进行 ,导致产物中含有未反应的硬脂酸 。此外 , 文献报道在进行硬脂酸钠的复分解反应时, 采用了 90℃的温度, 由于硬脂铁的熔点只有 86 ~ 88℃(笔者测定值), 在此温度下生成的硬脂酸铁呈熔融状态, 熔融状态的硬脂酸铁不是生成沉淀而是浮在液面上 , 阻止了三氯化铁的加入并对三氯化铁形成包裹, 严重影响产品的收率和质量 。
笔者对复分解法合成硬脂酸铁的工艺进行了改进, 生成的硬脂酸铁能够以沉淀形式析出,沉淀水洗操作十分方便 。硬脂酸铁产品熔点范围较窄, 铁含量接近理论值 ,收率 94. 6% ~ 95. 1%。
1 实验部分
1. 1 试剂与仪器
硬脂酸、氢氧化钠和三氯化铁均为分析纯。ICPQ-100型等离子体发射光谱仪 。
1. 2 硬脂酸钠的制备
将氢氧化钠配成浓度为 1%的溶液 ,加热至 90~ 95℃,搅拌下缓慢加入硬脂酸 ,至反应液 pH 9 ~10,继续搅拌反应 20 ~ 25m in。取样检验, 根据检验结果决定是否补充酸碱 ,或中止反应。检验方法 :取20mL皂化反应液加入盛有 20mL中性乙醇的烧杯内 ,滴加 2滴酚酞指示剂 ,若溶液不显红色 , 则说明硬脂酸过量 ,宜适量补入氢氧化钠溶液;若溶液显红色 ,则滴加 0. 25mol /L盐酸溶液, 如果滴入 2 ~ 4滴盐酸溶液后红色即消失 , 说明此反应液的含碱量符合要求 ;如果盐酸滴入量超过 4滴,则说明反应液中碱量偏大,应适量补加硬脂酸继续反应 10 ~15m in。
1. 3 硬脂酸铁的合成
将三氯化铁配成浓度为 3%的水溶液, 预热至50 ~ 60℃备用 。将已制备好的硬脂酸钠溶液调温至70℃,搅拌下缓慢滴加三氯化铁溶液 ,橙黄色硬脂酸酸铁沉淀即开始生成 。随时测反应液的 pH 值, 当pH 为 3 ~ 4时,停止加三氯化铁溶液 。真空抽滤,滤饼用水洗涤 3次, 抽干 。将滤饼取出放入蒸发皿 ,在烘箱中于 70 ~ 80℃干燥 24 h, 得橙黄色硬脂酸铁粉末 。
1. 4 分析测试
1. 4. 1 硬脂酸铁熔点测定 按照国标 GB617-1977化学试剂熔点测定法进行测定 。
1. 4. 2 硬脂酸铁含量测定 采用等离子体发射光谱仪测定硬脂酸铁中铁元素含量, 将测定值与纯硬脂酸铁中的铁含量相除,即为硬脂酸铁的含量 。
2 结果与讨论
2. 1 皂化阶段加料次序对硬脂酸铁合成影响
皂化阶段的加料次序分为两种:①先加氢氧化钠溶液,后加硬脂酸;②先加硬脂酸和水,后加氢氧化钠溶液。在整个硬脂酸铁合成过程中 ,硬脂酸 、氢氧化钠和三氯化铁三者的投料比(质量比)保持恒定,硬脂酸钠的复分解反应温度固定 70℃不变。皂化反应阶段的加料次序对硬脂酸铁合成的影响见表 1。
表 1 皂化加料次序对硬脂酸铁合成的影响
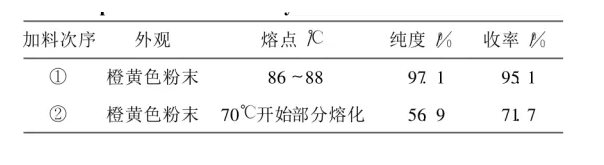
当按次序①加料时 , 反应至终点时得到的硬脂
酸钠溶液澄清透明, 氢氧化钠和硬脂酸的投料比接这种粘性酸性皂对未反应的硬脂酸进行了部分包裹 ,阻止了反应的进一步进行, 导致产物中含有未反应的硬脂酸 。
2. 2 复分解反应温度对硬脂酸铁合成的影响
研究发现 ,由于硬脂酸铁的熔点比硬脂酸钙 、硬脂酸锌等硬脂酸盐低, 因此其合成工艺条件必须作出适当改变 ,否则就不能获得良好的纯度和收率。复分解反应温度对硬脂酸铁合成结果的影响见表 2。
表 2 反应温度对硬脂酸铁合成的影响
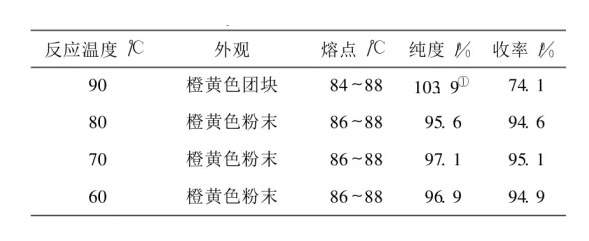
注:①因含三氯化铁杂质测定值偏高。
由于硬脂酸铁熔点为 86 ~ 88℃, 为了能让它更好地沉淀下来 ,反应温度应控制在其熔点之下,否则熔化的硬脂酸铁会浮到液面上, 对加入的三氯化铁形成包裹 ,产物中铁含量增多 ,导致硬脂酸铁含量测定偏高。实验还发现 , 如果反应温度达到 90℃, 得到的硬脂酸铁产物熔点会有所降低 , 这可能是由于熔融的硬脂酸铁在高温条件下发生部分水解, 产生了少量硬脂酸 。
在 60 ~ 80℃进行复分解反应 ,温度对硬脂酸铁的纯度和收率没有影响 ,但随着温度的降低 ,操作范围变窄。原因是当温度降至 46℃时, 硬脂酸钠皂化液就会由无色透明变成乳白色,出现凝固迹象,复分解反应受阻。因此 ,适宜的复分解反应温度应控制在 60 ~ 80℃。
2. 3 氢氧化钠浓度对硬脂酸铁合成的影响
硬脂酸皂化反应采用加料次序 ①, 复分解反应温度为 70℃,氢氧化钠浓度由 1%到 7%变化时, 硬脂酸铁产率变化见图 1。

图 1 氢氧化钠浓度对硬脂酸铁收率影响
由图 1可知,随着氢氧化钠浓度的升高, 虽然硬脂酸铁的各项指标变化不大 ,但皂化液粘度增大 ,凝固点升高 ,造成复分解反应的操作范围变窄 。结合硬脂酸铁产品需要水洗操作的特点 。因此, 进行皂化反应的氢氧化钠浓度控制在 1%左右对工艺操作是有利的。
3 结论
(1)将硬脂酸加入氢氧化钠溶液中合成硬脂酸钠 ,得到的皂化液澄清透明 ,酸和碱的投料比接近理论值。
(2)硬脂酸钠溶液与三氯化铁的反应控制温度
在 60~ 80℃, 可使生成的硬脂酸铁以沉淀形式析出 ,纯度 95. 6% ~ 97. 1%, 收率 94. 6% ~ 95. 1%。
文章来源于网络,由康高特整理。
如涉及版权,请联系小编及时删除。







")

